Um das Herstellen von Spritzguss Formen so effizient und reibungslos wie möglich zu gestalten gibt es einige einfache Punkte zu beachten die einen erheblichen unterschied ausmachen:
Desto einfacher entformt werden kann, desto günstiger und schneller.
Wenn Sie Löcher in alle Himmelsrichtungen haben, braucht es Slider und Kernzüge, was Zeit und Präzision erfordert. Falls die Löcher gebraucht werden könnte wäre eine manuelle Nachbearbeitung eine Option um kosten zu senken.
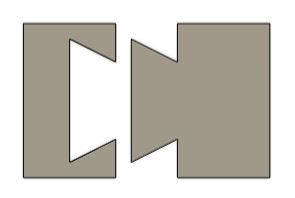
Vemeidung von Hinterschneidungen
Fügen Sie schräge Winkel von 1-3 Grad hinzu, damit das Teil leichter aus der Form entnommen werden kann.
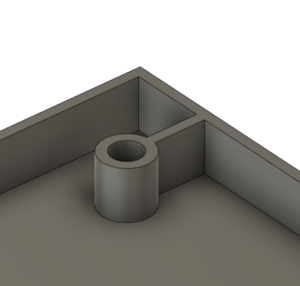
Entformungs- schrägen
Schlechte Entformbarkeit
Gute Entformbarkeit mit Verjüngung von 1-3 Grad
Desto einfacher entformt werden kann, desto günstiger und schneller.
Wenn Sie Löcher in alle Himmelsrichtungen haben, braucht es Slider und Kernzüge, was Zeit und Präzision erfordert. Falls die Löcher gebraucht werden könnte wäre eine manuelle Nachbearbeitung eine Option um kosten zu senken.
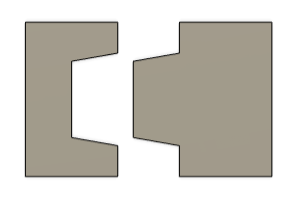
Vemeidung von Undercuts
Gute Entformbarkeit
Fügen Sie schräge Winkel von 1-3 Grad hinzu, damit das Teil leichter aus der Form entnommen werden kann.
Entformungs- schrägen
Schlechte Entformbarkeit
Gleichmässige Wanddicken
Halten Sie Wanddicken gleichmassig, um Verzug und Lunkerbildung und Sinkstellen zu Vermeiden. Eine Dicke von 1-4mm ist typisch
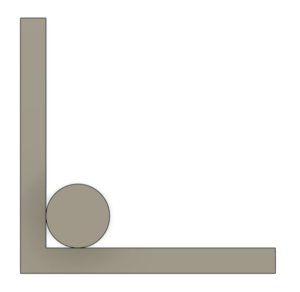
Radien statt scharfer Ecken
Durch den Formenbau mit CNC Maschinen entstehen Technologie bedingt Radien. Dies ist in den meisten fällen kein Problem, es sollte dennoch beachtet werden.
Falls scharfe ecken benötigt werden dann können diese unter anderem durch die EDM Bearbeitung erreicht werden.
Radien statt scharfer Ecken
Durch den Formenbau mit CNC Maschinen entstehen Technologie bedingt Radien. Dies ist in den meisten fällen kein Problem, es sollte dennoch beachtet werden.
Falls scharfe ecken benötigt werden dann können diese unter anderem durch die EDM Bearbeitung erreicht werden.
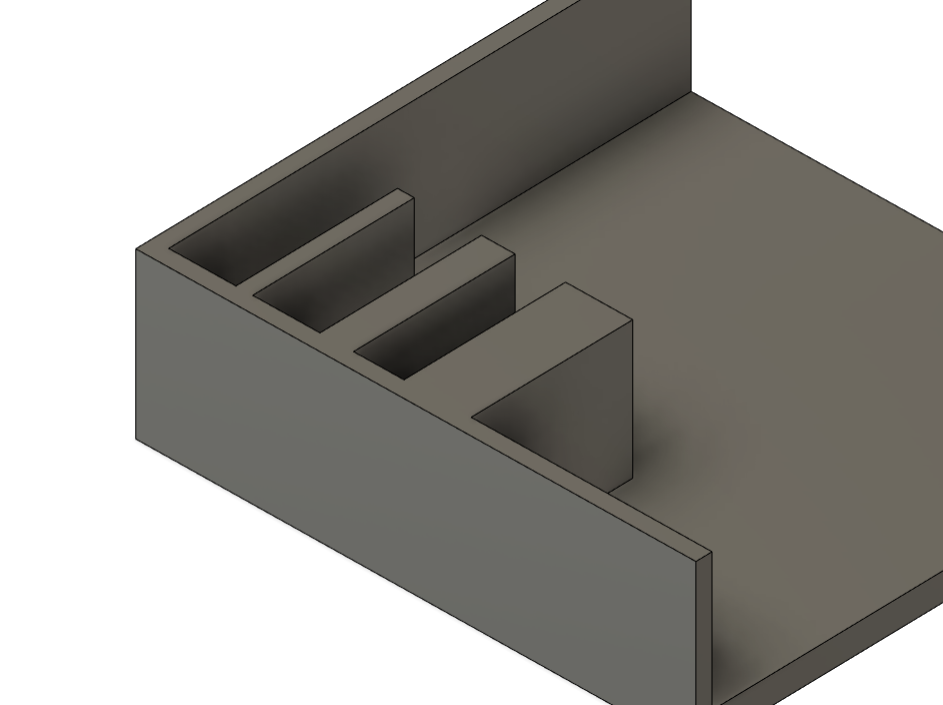
Rippen sollten maximal 50-60% der Wanddicke betragen
Versteifungs-Rippen
Versteifungsrippen Sind Ideal um die Stabilität zu erhöhen ohne Material zu verschwenden. Allerdings sind Tiefe und Dünne Bereiche schwieriger zu bauen, achten Sie deswegen auf eine maximale tiefe von 10-15mm
Versteifungs-Rippen
Versteifungsrippen Sind Ideal um die Stabilität zu erhöhen ohne Material zu verschwenden. Allerdings sind Tiefe und Dünne Bereiche schwieriger zu bauen, achten Sie deswegen auf eine maximale tiefe von 10-15mm
Rippen sollten maximal 50-60% der Wanddicke betragen
.STEP oder .IGES Dateiformat
Für das bearbeiten mit CNC Maschinen ist das sind diese Formate notwendig. Falls Sie dabei Hilfe benötigen helfe ich Ihnen gerne weiter.